Table of Contents
Concrete block mold wear is one of the quiet reasons why a block plant may start producing unstable hollow blocks, chipped pavers, uneven curb stones, or blocks with changing weights. Many buyers first look at hydraulic pressure, vibration force, cement content, or operator skill when quality becomes irregular. Those checks are necessary, but the mold should be examined early because it controls the final geometry of every product. The cavity, liner, press shoe, tamper head, core, guide part, and stripper surface all influence how the semi-dry concrete mixture fills, compacts, releases, and keeps its shape after demolding.
This article focuses on a practical question for block machine owners and buyers: how can mold wear be evaluated before ordering a new concrete block mold or changing machine settings? The subject is especially relevant for factories producing hollow blocks, interlocking pavers, permeable pavers, solid bricks, and curb stones with the same automatic concrete block machine line. A worn mold can still look usable from outside, but small dimensional changes inside the cavity may already affect block height, corner density, surface texture, stacking behavior, and customer acceptance at the job site.

Mold wear signs that appear before block size problems
The first stage of mold wear is not always a visible crack or a broken plate. In many plants, it begins as polishing, rounding, metal thinning, uneven clearance, or local deformation. A hollow block mold may show shiny wear marks around the cavity wall, while an interlocking paver mold may show rounded corners where the paving stone should have a sharp edge. A curb stone mold may develop different wear levels between the side plate and the top pressing surface because the product has a larger face area and stronger demolding friction.
Buyers should separate normal surface polishing from functional wear. Normal polishing means the contact surface becomes smoother after repeated concrete abrasion but still keeps the designed shape. Functional wear means the mold can no longer maintain the required product dimension, edge shape, vertical face, core alignment, or release behavior. This distinction matters because replacing a mold too early increases operating cost, while continuing to use a functionally worn mold may increase rejection rate, pallet handling damage, and complaints from block buyers.
A useful shop-floor observation is to compare wear marks with the direction of concrete flow. If the strongest marks appear near the feeding side, the aggregate may be scraping the same cavity zone during every filling cycle. If the strongest marks appear near the demolding side, the release angle, core surface, or stripper plate condition should be checked. If the marks are heavier on one side of the mold, the plant should not only order a new mold; it should also check vibration table level, guide column clearance, pallet flatness, and feeding car alignment.
Dimension checks for cavities, shoes, liners, and paver edges
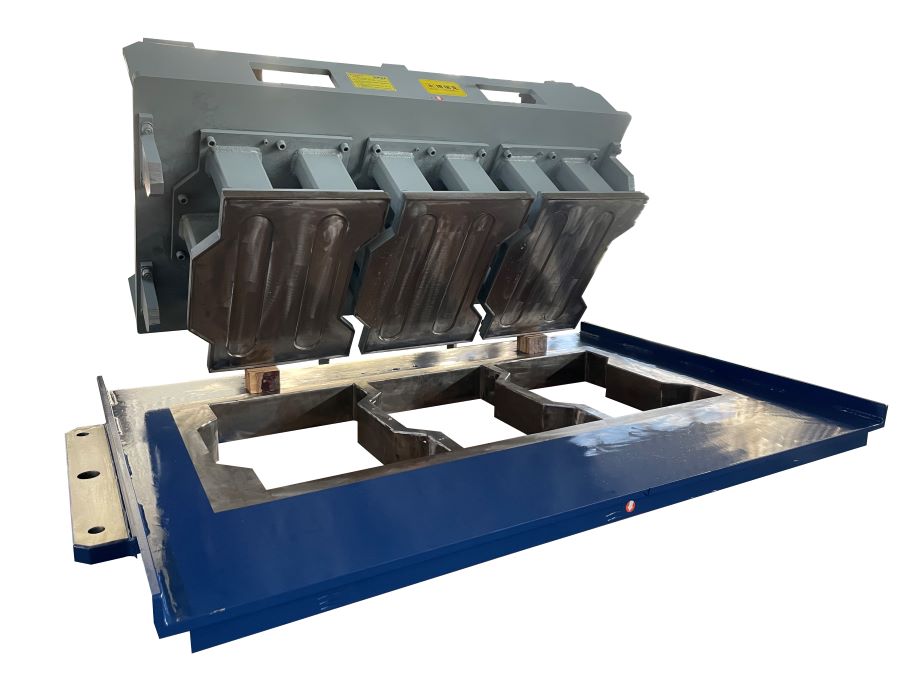
Dimension checking should be done on both the mold and the finished block. A mold can pass a simple outside measurement but still produce blocks with irregular height or poor corner density. The inspection should include cavity length and width, inner wall verticality, core thickness, press shoe flatness, shoe-to-cavity clearance, liner condition, and the contact area between the tamper head and concrete surface. For interlocking pavers, the buyer should also measure the narrow necks, spacing keys, chamfers, and side engagement areas because these details decide whether the pavers lock properly after laying.
Finished block measurement is more useful when it follows a pattern. Select blocks from the left, middle, and right side of the pallet. Check the first production hour, the middle of the shift, and the last hour after the mold has heated and the operator has adjusted moisture. Record block length, width, height, weight, visible corner damage, and surface density. If the same dimensional error repeats in the same cavity position, the mold is likely involved. If errors move randomly across cavities, the cause may be mixture moisture, feeding volume, pallet vibration, or machine setting.
For a plant ordering a replacement mold, the existing machine interface is just as important as the product drawing. The mold must match pallet size, available forming area, guide structure, tamper head mounting, hydraulic stroke, vibration table layout, and demolding height. A buyer reviewing a concrete block mould should therefore compare the block drawing with the machine drawing instead of checking the product size alone. A technically correct block shape can still fail in production if the mold height, mounting hole position, or shoe clearance does not match the machine.
Material hardness and heat treatment points for long service life
Mold service life depends on material selection, machining accuracy, heat treatment, concrete mix abrasiveness, operating pressure, vibration intensity, maintenance habits, and cleaning method. In buyer conversations, hardness is often treated as the main indicator. Hardness is important, but it should not be read as a single number without context. A very hard surface may resist abrasion but can become risky if toughness, welding quality, or structural support is poor. A balanced mold design considers wear resistance and impact resistance together.
Common technical points include steel grade, liner thickness, replaceable wear plate design, carburizing or nitriding process, quenching control, machining after heat treatment, and surface finishing around the cavity. For hollow block molds, the cores must resist repeated concrete pressure and demolding friction. For paver molds, the narrow pattern details must keep their shape for a long cycle count. For curb stone molds, the large side face and long product body require stable support to avoid gradual deformation.
From a purchasing point of view, the buyer should ask how the supplier controls hardness distribution, not only whether the mold is “heat treated.” Useful evidence may include material specification, processing description, cavity machining method, expected cycle range, and inspection before shipment. It is not necessary to demand academic proof for every mold, but it is reasonable to request clear production information and practical limits. For example, a mold used for abrasive aggregate and high-volume paver production should not be evaluated the same way as a mold used for lower-volume hollow block production.
Production symptoms linked to mold condition, vibration, and green strength
Mold wear often overlaps with other production variables. Low green strength may come from excessive water, poor aggregate grading, insufficient cement, short vibration time, weak pressing pressure, or early demolding. However, a worn mold can make the same mixture look worse because the concrete is not compacted evenly in each cavity. Rounded edges may break during demolding. Loose corners may appear after the pallet moves. Hollow block webs may become thin in one position and thick in another. Paver surfaces may show uneven texture even when the color and mixture are stable.
One practical diagnostic method is to adjust only one variable at a time. If a plant increases pressure, extends vibration time, changes water content, and cleans the mold in the same trial, the result is difficult to interpret. A better method is to run a short test with the existing settings, clean the mold and shoe contact surfaces, check pallet level, then run again. If product quality improves after cleaning but returns to the same defect pattern quickly, material build-up, cavity wear, or release surface damage should be inspected. If the defect remains unchanged after cleaning, machine alignment and mold geometry should be measured.
A pre-shipment test observation can also help. When reviewing a supplier test video, buyers should watch the feeding car movement, mixture filling level, vibration stability, demolding smoothness, block edge retention, and whether blocks from different cavities look consistent. The video does not need to be presented as a formal case study. It simply gives a practical review angle: the mold should release products cleanly without dragging, shaking, or leaving one side weaker than the other.

Inspection table for buyers reviewing a replacement block mold
| Inspection item | What to check | Why it matters |
|---|
| Cavity size and wall condition | Measure length, width, verticality, liner wear, and local rounding. | Controls finished block geometry, edge sharpness, and dimensional repeatability. |
| Press shoe and tamper head | Check flatness, clearance, mounting position, and contact marks. | Influences compaction depth, top surface density, and height uniformity. |
| Core and hollow block web area | Inspect core thickness, alignment, demolding surface, and wear near web zones. | Affects wall thickness, block weight, cracking risk, and structural appearance. |
| Machine interface | Confirm pallet size, forming area, mounting holes, stroke, guide system, and demolding height. | Prevents a correct product drawing from becoming an unsuitable machine installation. |
| Heat treatment and material | Review steel type, wear plate design, hardness range, and surface treatment method. | Helps estimate service life under the buyer's aggregate and production intensity. |
Supplier questions before confirming mold drawings and machine fit
Before confirming a replacement mold, buyers should prepare a small technical package. It should include the block drawing, actual block sample photos, pallet size, machine model, mold outside dimensions, mounting hole positions, demolding method, hydraulic stroke information, and photos of the current mold on the machine. If the old mold has a defect, photos should show the defect clearly instead of only showing the whole machine. Close-up views of cavity corners, cores, liners, and shoe marks are more useful than general workshop photos.
Important supplier questions include: What material will be used for the cavity and wear parts? Which parts are replaceable? What heat treatment method is applied? How will the supplier confirm mounting dimensions? Can the mold drawing show cavity layout, product quantity per cycle, and machine interface? What block height tolerance is expected under normal machine condition? What information is needed from the buyer before production starts? These questions reduce misunderstandings and make the quotation easier to compare.
The buyer should also separate mold price from total production risk. A lower-cost mold may be acceptable for low-volume production or a simple solid block. For high-volume interlocking pavers, tight curb stone dimensions, or export-grade blocks, the mold's dimensional stability can affect labor cost, reject rate, pallet stacking, curing yard handling, and resale confidence. The final decision should consider product type, daily output, aggregate abrasiveness, spare mold plan, and the cost of stopping production if the mold fails earlier than expected.
FAQ
How often should a concrete block mold be inspected?
A visual check should be part of regular cleaning, but a dimensional check should be scheduled by production volume and product sensitivity. Plants making interlocking pavers or curb stones usually need tighter inspection because small edge and shape changes are easier to notice in paving and road projects.
Can higher machine pressure solve problems caused by mold wear?
Higher pressure may improve compaction in some cases, but it cannot restore worn cavity geometry, rounded paver edges, damaged cores, or wrong shoe clearance. If a repeated defect always appears in the same cavity position, the mold should be measured before pressure is increased further.
Is mold hardness the only factor that decides service life?
No. Hardness is only one part of the evaluation. Steel quality, heat treatment control, machining accuracy, liner design, aggregate abrasiveness, vibration setting, cleaning practice, and machine alignment all affect service life. A hard mold with poor fit or poor support can still perform badly.
What information should be sent when ordering a replacement mold?
The buyer should send the block drawing, pallet size, machine model, current mold dimensions, mounting details, product photos, and any defect photos. If possible, include a short video of feeding, vibration, demolding, and the finished blocks on the pallet.
Conclusion
Concrete block mold wear should be evaluated before changing major machine settings or ordering a replacement mold only by price. The most useful review combines finished block measurements, cavity inspection, press shoe checks, material and heat treatment questions, and machine interface confirmation. For buyers, the next step is to collect product drawings, current mold dimensions, block defect photos, and machine details, then compare supplier proposals against the real production condition. A well-matched mold does not only create the required block shape; it also supports stable compaction, clean demolding, predictable service life, and more reliable daily production decisions.











 Tel: +86-13905968794
Tel: +86-13905968794 Email: export@hwmachines.com
Email: export@hwmachines.com MP/WhatsApp: +86-13905968794
MP/WhatsApp: +86-13905968794 Manufacturer Address:Nanan,Quanzhou City,Fujian Province,China
Manufacturer Address:Nanan,Quanzhou City,Fujian Province,China




