Concrete block quality does not begin at the mould. It begins earlier, when aggregates, cement, water, pigment, and additives are mixed into a uniform dry-cast concrete. If the mixer cannot distribute cement paste evenly, the block machine receives material that may look acceptable in the hopper but behave differently inside the mould. Some cavities may compact well, while others show loose corners, color differences, surface roughness, or weak early strength.
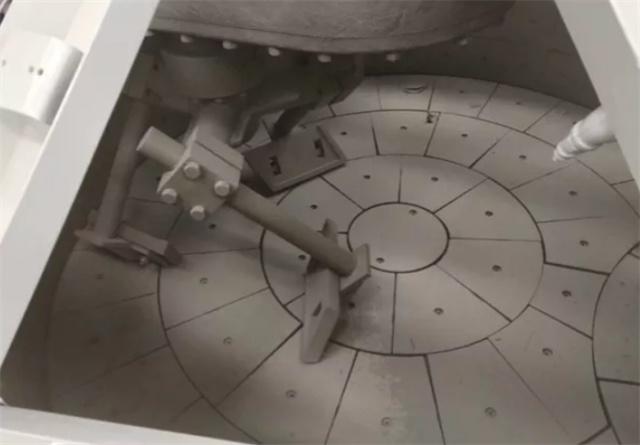
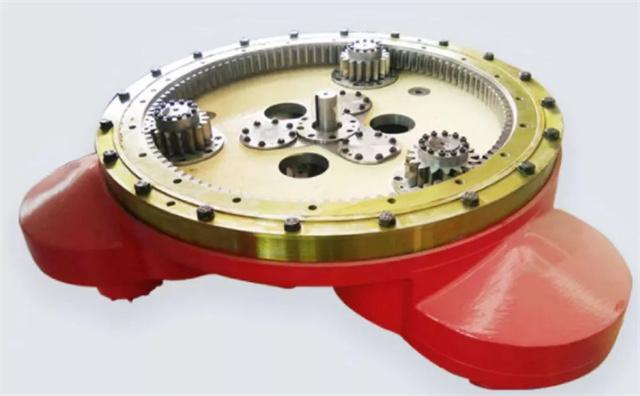
The mixer blades and scrapers are therefore quality control parts, not only wear parts. Their shape, angle, clearance, and surface condition decide how material moves inside the mixing pan or mixing trough. In a planetary concrete mixer, the planetary movement, mixing arms, blades, side scraper, and discharge scraper work together to push material across different paths. When these parts wear, the motion pattern changes even if the motor, gearbox, and control panel still appear normal.
This article explains why blade wear affects block strength, moisture uniformity, color consistency, and forming stability. It also gives practical inspection points for buyers and plant managers. The goal is to help factories identify mixer-related quality drift before they incorrectly blame the mould, vibration box, hydraulic pressure, or curing process.
Mixer blades as quality control parts
In block production, the mixer must do more than combine materials. It must distribute fine cement particles around aggregate surfaces, break small powder clusters, spread water uniformly, and keep the whole batch within a repeatable moisture condition. Dry-cast block concrete has low water content, so it does not self-level like fluid concrete. Mechanical mixing quality becomes especially important.
Mixer blades create the main material movement. They cut, lift, squeeze, overturn, and redirect the mix. Scrapers clean the pan wall or bottom area so material does not remain in a dead zone. If the blade angle is correct and clearance is controlled, all parts of the batch pass through active mixing zones repeatedly. If the blade is worn, rounded, bent, or set too far from the bottom, part of the mix may circulate slowly or stay near the wall.
This is why the mixer should be evaluated as part of the full block making machine line. A precise batching machine can weigh ingredients correctly, but if the mixer cannot distribute them uniformly, the final blocks may still vary. A strong vibration system can compact material, but it cannot fully repair poor cement coating or uneven moisture from the mixer.
How blade wear changes mixing action
Blade wear usually starts at the leading edge, lower edge, and contact surfaces exposed to sand and crushed stone. As the blade becomes thinner or rounded, its ability to push material in the designed direction decreases. The mixer may still rotate at the correct speed, but the effective mixing force is weaker. The batch can take longer to reach uniformity, and normal mixing time may no longer be enough.
Wear also changes clearance. If the blade bottom becomes shorter, the distance between blade and mixer floor increases. Material can remain under the blade path instead of being lifted and folded back into the batch. This is one reason worn mixers sometimes leave dry powder traces, small cement lumps, or inconsistent moisture pockets even when the ingredient weights are correct.
Bent arms or uneven blade replacement can create another problem: one side of the mixer works more aggressively than the other. The operator may see a moving batch and assume everything is mixed, but the internal circulation may be unbalanced. In paver and curb stone production, this can show as different surface texture, different block weight, or inconsistent corner sharpness across production batches.
Cement coating and water distribution
Block strength depends on correct cement proportion, good compaction, suitable curing, and uniform paste distribution. Even if the cement silo and batching system dose accurately, the cement must still be dispersed inside the mix. If worn blades fail to distribute cement evenly, some aggregate areas may receive enough paste while other areas remain under-coated. Blocks made from under-coated material can have weak edges or lower compressive strength.
Water distribution is just as important. In dry-cast concrete, a small water difference changes how the mix fills the mould and responds to vibration. A wet pocket may become sticky and cause material to cling to the feeder or mould. A dry pocket may fail to compact tightly and may break during demoulding. Worn blades increase the risk of moisture pockets because the mixing path is less active.
Operators sometimes respond by adding more water. This may make the mix look easier to feed, but it can create other problems: blocks may slump, bottom surfaces may smear, or green strength may drop. The better approach is to check whether blade wear, scraper clearance, mixing time, water spraying position, and discharge sequence are still correct before changing the mix recipe.
Color paver and face-mix sensitivity
Color pavers and face-mix products are more sensitive to mixer condition than ordinary grey hollow blocks. Pigment dosage is small, and the eye can detect color variation quickly. If the mixer has worn blades, pigment may not disperse evenly. The result may be streaks, shade differences, or patches that appear after pressing and curing.
Face mix is also often finer than base mix. Fine sand, white cement, pigment, and water require careful mixing because the material can clump or stick to the mixer wall. Side scrapers and bottom scrapers become important here. If old material stays on the wall and drops into the next batch, the face layer may show unexpected darker or lighter marks. This is why face-mix mixers should be inspected more frequently than mixers used only for base material.
For plants producing interlocking pavers, slabs, or decorative products, a good mixer reduces the need for constant color correction. It does not remove the need for stable cement, pigment, and moisture control, but it makes recipe control meaningful. A stable batching machine and a worn mixer still produce unstable results; both weighing and mixing must be controlled together.
Scrapers, dead zones, and discharge quality
Scrapers prevent material from sticking to the mixer wall, floor, and discharge area. In a planetary mixer, side scrapers guide material back into the active blade path, while discharge scrapers help empty the mixer quickly and consistently. If scrapers are worn or set too far from the surface, material can remain in dead zones and mix with the next batch.
Dead zones create two risks. First, old material may dry slightly and enter the next batch as lumps. Second, the actual discharged batch may be smaller or less uniform than expected. The weighing system may be accurate before mixing, but if some material remains inside the mixer, the formed blocks receive an altered proportion. This can affect strength, color, and moisture consistency.
Discharge quality also influences cycle time. If the mixer empties slowly because scrapers are worn or the discharge door area is dirty, the block machine may wait for material. Operators may shorten mixing time to recover output, but this can worsen uniformity. The correct solution is to restore mechanical mixing and discharge efficiency rather than hide the problem with timing changes.
Comparison table for mixer wear symptoms
| Observed symptom | Possible mixer cause | Effect on blocks |
|---|
| Loose corners after demoulding | Uneven cement coating, dry pockets, or insufficient mixing caused by worn blades. | Lower green strength, edge breakage, and more rejected blocks. |
| Color streaks in pavers | Poor pigment dispersion, dead zones, or old face mix dropping from mixer wall. | Visible shade difference after pressing and curing. |
| Wet and dry patches in one batch | Water not distributed evenly because blade path and scraper action are weak. | Unstable mould filling, inconsistent density, and surface defects. |
| Long discharge time | Worn discharge scraper, dirty discharge door, or material buildup in the mixer. | Longer cycle time and possible batch residue entering the next mix. |
| Strength varies by shift | Mixer condition changes with buildup, worn parts, or inconsistent cleaning practice. | Different compressive strength results even with the same recipe. |
Buyer checkpoints for mixer selection
When choosing a mixer for a block plant, buyers should first match mixer capacity with the forming machine cycle. A mixer that is too small may force the line to wait. A mixer that is too large for the batch size may not create ideal material movement. The mixer should match the output of the main machine, the number of product types, the aggregate grading, and whether face-mix production is required.
Blade and scraper design should be checked carefully. Ask whether blades are wear-resistant, whether they can be adjusted, how easy they are to replace, and whether scrapers can maintain the correct clearance. The planetary mixer page notes that planetary motion can create uniform blending and that mixing blades can be reused by turning them in some designs. This kind of maintenance feature matters because blade life affects long-term quality, not only spare part cost.
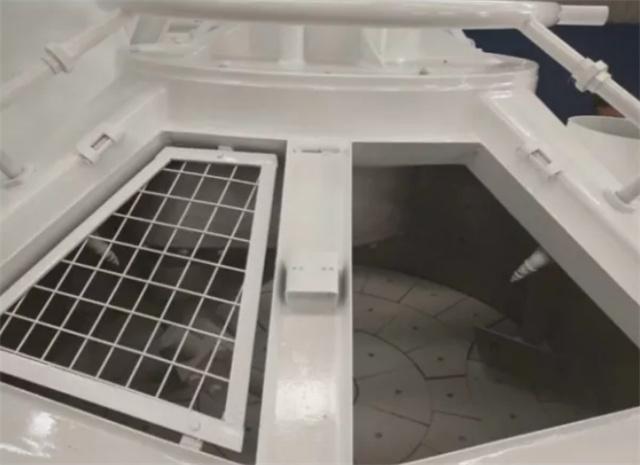
Buyers should also review access and safety. A mixer needs inspection doors, reliable interlocks, enough room for blade replacement, and clear cleaning access. If maintenance is difficult, operators may delay blade adjustment until defects appear. For complete plants, the mixer should be reviewed together with the cement silo, aggregate batching, water dosing, belt conveyor, and forming machine hopper.

Inspection and replacement routine
A practical inspection routine should include blade thickness, blade edge shape, blade angle, bottom clearance, side scraper clearance, discharge scraper condition, bolt tightness, and buildup on the pan wall. Operators should compare current blade shape with new blade shape instead of judging by eye alone. Wear often becomes normal to the team because it happens gradually.
Inspection should also include production evidence. If mixing time has been increased repeatedly, if operators add water more often, if paver color is harder to control, or if discharge takes longer than before, the mixer should be checked. These symptoms may appear before the blade reaches a visibly broken condition. Replacing blades earlier can be cheaper than producing days of inconsistent blocks.
Cleaning is part of the routine. Hardened concrete on blades and scrapers changes the designed shape and increases motor load. At the end of production, remaining material should be removed before it becomes hard. If a mixer is used for both grey base mix and colored face mix, cleaning between material changes is especially important to avoid contamination and color drift.
Spare parts planning should be practical. Keep common blades, scraper plates, bolts, and seals available according to production volume. Record replacement dates and compare them with output, aggregate abrasiveness, and defect trends. A plant producing abrasive aggregates or high-volume pavers will usually consume mixer wear parts faster than a low-output hollow block plant.
FAQ
Can worn mixer blades reduce block strength?
Yes. Worn blades can reduce cement coating and moisture uniformity. Even if the recipe is correct, poor mixing can create weak zones, loose corners, or inconsistent compressive strength.
How do mixer blades affect paver color?
Pigment must be dispersed evenly through the face mix. If blades or scrapers are worn, pigment may form streaks or uneven shade areas, especially in colored pavers and decorative slabs.
Should mixing time be increased when blades wear?
Increasing time may help temporarily, but it does not restore the designed mixing path. If blade clearance, shape, or scraper action is poor, inspection and replacement are more reliable than only extending time.
What should be checked before replacing a mixer?
Check blade wear, scraper clearance, gearbox condition, discharge door sealing, motor load, batch size, and cleaning access. Sometimes replacing wear parts restores performance without replacing the whole mixer.
Conclusion
Mixer blade wear affects concrete block quality because it changes how cement, water, pigment, and aggregates move inside the mixer. Worn blades and scrapers can create poor cement coating, moisture pockets, dead zones, slow discharge, and color variation. These problems may later appear as weak corners, rough surfaces, inconsistent paver shades, or unstable block strength.
For buyers and plant managers, the next step is to treat mixer blades and scrapers as process-control components. Select a mixer with suitable capacity, accessible wear parts, reliable safety interlocks, and strong mixing action. During operation, inspect blade shape, clearance, discharge quality, and color consistency regularly. When batching accuracy, mixer condition, feeding, vibration, hydraulic pressing, and curing are controlled together, the block production line can maintain more stable quality with fewer hidden causes of defects.











 Tel: +86-13905968794
Tel: +86-13905968794 Email: export@hwmachines.com
Email: export@hwmachines.com MP/WhatsApp: +86-13905968794
MP/WhatsApp: +86-13905968794 Manufacturer Address:Nanan,Quanzhou City,Fujian Province,China
Manufacturer Address:Nanan,Quanzhou City,Fujian Province,China




